Since the birth of the first CNC machine tool in 1952, the development of CNC machine tools has gone through two stages: digital control (NC) and computer numerical control (CNC). The CNC system has also evolved from the use of transistors, small-scale integrated circuits, and small computer technology to the dedicated NC stage using microprocessors. In the early 1990s, CNC systems entered the PC-based phase. CNC-based CNC systems (CNC) are divided into the following types:
(1) PC embedded in NC type
Simply embedding PC technology in a traditional dedicated NC, NC can share the hardware and software resources of some computers, and the computer only participates in auxiliary programming, analysis, monitoring, production management and process preparation. Since the NC part of this numerical control system is still a dedicated structure, the user cannot enter the core of the numerical control system, so it belongs to the initially open numerical control system.
(2) NC embedded PC type
This is a CNC system that uses a PC as the hardware platform. The motion control (including axis control and machine logic control) functions are performed by a separate motion controller with a dedicated control chip, usually with a PC plug-in (compliant with ISA or PCI bus standards). ) Formal hardware or embedded system connected via a network. The motion control software is designed by the NC manufacturer and cannot be modified by the user. Only the upper layer software of NC (CNC language interpreter/human machine interface, etc.) is based on the PC operating system (such as Windows), so this CNC system is only open at the host computer level.
(3) Full software type
This is a CNC system controlled entirely by PC software. It implements the motion controller in the form of application software. This is a new open architecture CNC system that provides users with maximum choice and flexibility. Become the mainstream of the new generation of CNC.
As we all know, the most commonly used Windows desktop operating system is a multi-threaded, preemptive multi-tasking 32-bit operating system with poor real-time performance. Real-time control is the key to the CNC system, which determines the machining speed and machining accuracy of CNC machine tools. Therefore, some CNC systems use the original DOS operating system as a software platform to meet the general real-time requirements. However, the 16-bit single-task DOS operating system running in real mode does not take advantage of the 32-bit PC, and the application is limited by 640k memory, and can be directly operated on the hardware, and system reliability is difficult to guarantee. At present, the real-time operating system (or software) based on Windows on the market, such as WindowsCE.NET, is relatively expensive, which is not conducive to the popularization of the numerical control machine tool industry. The Hi-800 series PC-based CNC system developed by Hong Kong Haidemeng CNC Technology Co., Ltd. introduced the real-time control kernel of German Power Automation (hereinafter referred to as PA), which makes up for the lack of real-time performance of the Windows desktop operating system. The true all-software open CNC system can be widely used in the complex control of various CNC machine tools, machining centers and some special-purpose machine tools.
Hi-800 CNC system
The Hi-800 series CNC system is a high-performance CNC manufactured according to industrial standards and using PC technology. The system adopts Windows NT operating system and PA real time kernel (Real Time Kernel), so that users can have a convenient window-type human-machine interface, and make it possible to use hard disk as NC memory. And from a simple serial port to a complex communication network can be applied.
Hi-800 CNC system hardware design
Since the motion control and logic control functions are implemented by software, the Hi-800 series CNC system hardware consists only of controllers, keyboards and displays, NC operation panels and corresponding extended cards. The outline structure is shown in Figure 1.

Figure 1 Outline structure of Hi-800 series CNC system
The main controller is an industry-standard PC with Micrsoft Windows NT operating system. It can be connected to the system's required devices through standard slots and buses on the motherboard of the PC, such as axis control cards, digital or analog input/output ( I/O) interface, communication network card, etc. The Hi-800 system is equipped with a control card that can control 4 analog axes and 1 spindle through the PCI bus; 16 digital inputs and outputs and 5 analog output channels. Users can also control more axes and more I/O functions through multi-axis expansion boards or I/O expansion modules as needed. A typical external device connected to the Hi-800 host controller is shown in Figure 2.
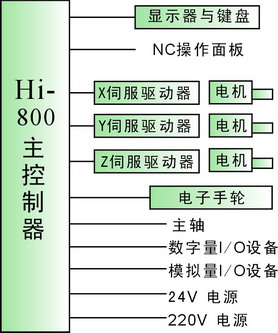
Figure 2 CNC controller external device interface
The Hi-800 series operating system is also equipped with one Ethernet card (TCP/IP protocol); four serial communication interfaces (one of which can be configured as an RS-485 interface); one parallel communication interface and one USB communication interface. Flexible network control is possible. There is also a sound card that enables two-channel stereo control and a video card that can be connected to both TFT and CRT. Users can also choose other hardware configurations as needed.
The system adopts 10.4′′ ultra-thin liquid crystal display and membrane button, which is more suitable for industrial field application. It can be used in the visual interface to monitor and realize various operations, such as: process curve graphics and workpiece parts. Kind of information; PLC program written according to user needs, online monitoring of PLC and CNC signals and online program modification; etc.; can observe some important operational information such as machine coordinates and program coordinates during machining.
The NC operation panel can be used to control the start and stop operation of the system and program. It can also realize the manual control of control objects (such as machine tools), such as manual feed of X, Y and Z axes; forward and reverse rotation control of the spindle; Lubrication, cooling system control, etc., easy to debug the machine.
System software structure
The software structure of the Hi-800 CNC system is shown in Figure 3. Because the system has embedded NT real-time kernel of PA, the motion control tasks and logic control tasks with higher real-time requirements are completed by CNC software and software PLC, and directly control related hardware devices, and can also meet real-time control of CNC system. Requirements. Other tasks that require less real-time performance, such as Human Machine Interface (HMI), Computer Aided Manufacturing (CAM), and other tasks that need to be implemented by a PC, are still implemented by the Windows NT operating system.
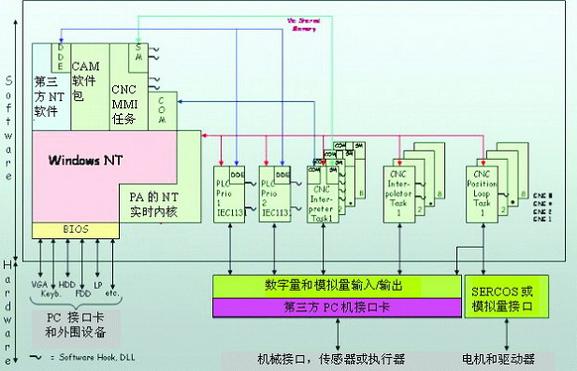
Figure 3 Hi-800 series CNC system software structure
The PA's NT real-time kernel allows the CNC to perform real-time tasks at regular intervals, while performing real-time tasks, prohibiting the execution of other non-real-time tasks and directly obtaining system-related hardware resources. Only when there is no real-time task to execute, Windows NT can obtain CPU resources to execute NT-based applications.
The system CNC software includes all functions related to motion control, such as compiling and interpreting the user's NC program; interpolation of motion traces; position loop control of the axis and communication with the software PLC and external devices.
CNC compiler (CNC Interpreter)
The main task of the CNC compiler is to interpret the user's NC program and convert it into a format that the interpolator in the servo task can recognize. In addition, the compiler has the following features:
Control the CNC operating mode;
System diagnosis
Exchange information with the servo system;
Send information to the MMI for display;
Binary I/O data exchange with PLC;
Offset setting and path correction for machining.
CNC interpolator
The interpolator is the execution unit of the CNC. The following functions of the CNC are related to the interpolation task:
Path interpolation
Axis interpolation, including linear, spline, arc, spiral interpolation, also has mirroring, parallel follower axis function;
Position axis control;
Diagnosis and monitoring management;
Communication connection with the location task;
Reading the input signal from the CNC-PLC;
Transmitting a BCD code signal to the PLC;
Real-time conversion (polar coordinates, 5 axes);
Real-time self-correction, including gap compensation, backlash error compensation, zero drift compensation, etc.
Sinusoidal oscillator
Spindle output
Read a new block from the FIFO register;
Quickly output digital signals.
CNC position loop control (CNC Position Loop)
The position task is used to realize the position control function of the axis. All the real-time tasks of the CNC and PLC are controlled by the hardware timing interrupt related to the control axis. Each time the interrupt is executed, the position operation is performed, mainly to complete the following operations:
Reading the position value from the gate array or the sercos interface;
Detecting the encoder signal (analog axis);
Update the machine position;
Computer bed position error value;
Calculate the corresponding internal position according to the position of the machine;
Calculate the deviation of the command position value from the actual mechanical position;
Calculating the output value of the corresponding position control;
Output to D/A converter (analog control axis);
Output to the sercos interface (sercos control axis).
Hi-800's built-in high-speed soft PLC complies with IEC-1131-3 standard. Users can use a variety of PLC language programming such as ladder diagram, function block, instruction list, flow chart and structure text to complete various complex machine logic control. The system also includes a machine parameter editor and a logic analyzer (a very useful debugging tool) that make it easy to install, commission and maintain the machine control system.
As a PC-based open CNC system, Hi800 allows users to integrate third-party expertise and proprietary software (such as various CAM software) in a secure and reliable manner. The system control functions are all implemented by software. The corresponding function modules can be opened according to the machine type and different applications, providing users with maximum choice and flexibility.
Performance and characteristics of Hi-800 series CNC system
The main performance indicators of the system are shown in the attached table:
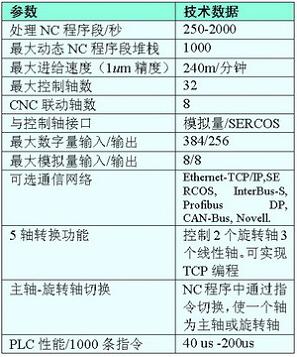
Main performance indicators of the schedule system
The unique hardware and software architecture of the Hi-800 system gives it the following features:
Openness
The Hi-800 system takes full advantage of the open nature of the Windows NT operating system, allowing the integration of CNC and other applications on the same system. In addition, a series of open software tools are available. For example, Compile Cycles allows users to customize their own special machining functions to achieve a variety of complex machine control; visual interface allows users to customize a dedicated human-machine interface based on the original MMI; virtual human-machine interface VMI function can be based on users Customized new human-machine interface.
High speed
The Hi-800's “Adaptive Read-Ahead†function pre-processes hundreds of NC blocks in real-time and automatically adjusts the acceleration and deceleration control according to the corresponding feed rate. The adaptive pre-reading function speed change curve is shown in Fig. 4. In the figure, the abscissa is the NC block and the ordinate F is the execution speed. The G08 indicated by the blue curve has no pre-reading function, so each block must perform acceleration and deceleration operations; while the red curve indicates that the speed of G09 is continuously changed, which not only enhances the efficiency of the machine but also improves the machining. The surface finish of the workpiece.
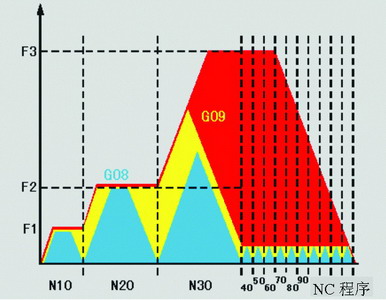
Figure 4 Adaptive read-ahead function speed curve comparison
The system's "curvature optimization function" can achieve a large number of continuous micro-segment processing to achieve the best results, better to ensure the rapid, continuous and smooth processing. At the same time, the fast PA real-time kernel can perform various real-time operations to meet the rapid requirements.
High precision
The system uses "adaptive adjustment technology" to eradicate servo hysteresis in real-time and to suppress resonance interference caused by speed changes. It is possible to automatically select the best parameters for each axis and then compensate for them during operation. Accurate stop interpolation function and corner smoothing function can effectively prevent overcutting at corners and achieve good machining accuracy.
Massive NC memory
The PC-based Hi-800 system utilizes a hard disk storage processing program to realize massive NC memory (greater than 10 GB), which greatly shortens the NC program reading time and doubles the processing efficiency of the machine tool.
Good human-machine interface
The operator can select six different operating modes via the function keys, and the menu operation is simple and easy to learn.
Networked control
The numerical control system directly configures the general network interface, which has powerful network communication functions, easy remote monitoring and control, and decentralized network processing, making modern management possible.
Applications
Built on the advanced Windows operating system platform, the Hi-800 CNC system is flexible, open and expanding. Through simple system parameters and function settings, you can implement a variety of advanced control technologies to meet complex machining and almost all applications, such as a variety of high-speed high-precision car, milling, engraving, grinding, wire cutting and laser processing equipment; complex Machining center; 5-axis linkage machine tool. Provide users with first-class expert solutions.
High-speed engraving and milling machine control
Such as: Hi-800's unique curvature optimization function, can smooth the processing of continuous small line segments, further improve the processing speed and obtain a better surface finish. The adaptive pre-reading function can process acceleration and deceleration according to the feed speed and machining path, avoid frequent acceleration and deceleration of small line segments, ensure stable machining speed and achieve fast machining. Especially suitable for the control of high speed engraving and milling machine.
Laser cutting machine control
The Hi-800 system also controls laser energy based on changes in machining distance and machining time. The distance adjustment function controls the laser head (Z direction) to maintain a constant distance from the machined surface. For three-dimensional cutting, the flatness of the cutting can be ensured and the overcutting phenomenon can be avoided. Ideal for control applications in laser cutting machines.
Application of CNC Simulation Software in Teaching Field
The open and offline version of Hi-800's CNC simulation software makes it safe and convenient for teaching applications. The emulation software can be installed and run on any PC with Windows NT/2000 without additional hardware support. Moreover, the offline CNC operation interface and the actual application operation interface are exactly the same, and the basic operation of the system can be learned on the computer, familiar with the NC programming instructions, and the simulation running processing program. In addition, the Hi-800 system's comprehensive control functions and excellent performance enable students to learn more about the advanced technology and development direction of the CNC field.
Thanks to PC technology, the Hi800 CNC system can be directly connected to projectors and other equipment to facilitate teachers to demonstrate.
Conclusion
Compared with the traditional CNC system, the software numerical control system can make full use of the various functions required for the development of the open software tools of the Windows platform and CNC, so that users can flexibly configure the CNC function modules to form various types of high-performance CNC systems. . To meet the complex control of ordinary machine tools, machining centers and various special types of machine tools. This change in the form of implementation makes the system more convenient and widely applicable to the advanced results of computer technology, greatly improving the control performance of the numerical control system, simplifying the system implementation difficulty, shortening the development cycle; greatly enhancing the scalability of the system and Scalability. Therefore, the software numerical control system has the highest performance-price ratio and the most vitality.
The bathroom counter top Basin, as a kind of basin provide to clean face or hands. On stage, basin exterior could show completely, so you can decorate it with your thought in the bathroom better. Second, counter top basins also reveal individual character more, and installation is more convenient.Top Quality Humanized Design Above Counter Basin
Wash Basin 185mm,Corner Vanity Sink,Shallow Bathroom Vanity,Ceramic Sanitary Ware,Above Counter Basin,Ceramic Sink Basin,Tabletop Tap Sink,Ceramic Sanitary Ware,Above Counter Basin,Ceramic Sink Basin,Tabletop Tap Sink,Shallow Bathroom Vanity,Above Basin Counter,etc.

Vessel Sink Vanity Top,Ceramic Table Top Wash Basin,Above Counter Ceramic Basin,Ceramic Sinks Online,Ceramic Oval Basin,New Modern Bathroom Face Basin,Bathroom Wash Basins,Ceramic Sinks B&q,Ceramic Corner Basin
GUANGDONG ZHIJIE SANITARY WARE CO., LTD. , https://www.zhijiesanitary.com