The serial interface has a simple structure, supports hot swap, high transmission speed, and high execution efficiency. The hard disk that uses SATA (Serial ATA) port, also called serial hard disk, is the trend of future PC hard disks. Serial ATA uses a serial connection method. The serial ATA bus uses an embedded clock signal and has a stronger error correction capability. The biggest difference compared to the past is the ability to check transmission instructions (not just data). Finding errors is automatically corrected, which greatly improves the reliability of data transmission.

The SATA specification increases the theoretical external transfer rate of the hard disk to 150MB/s, which is 50% higher than the PATA standard ATA/100 and about 13% higher than the ATA/133. With the development of future versions, the SATA interface The rate can also be extended to 2X and 4X (300MB/s and 600MB/s). In the SATA 2.0 extension specification, 3Gb/s is mentioned the highest frequency. Compared to SATA 2.0, the SATA3.0 final specification doubles the bandwidth to 6Gb/s. From its development plan, the future SATA will also increase the interface transmission rate by increasing the clock frequency, so that the hard disk can also be overclocked.

Due to the limited peak transmission rate of PATA, PATA technology quickly became a bottleneck in the data transmission process as hard drive manufacturers introduced higher product data transfer rates and faster disk speeds. SATA, due to the speed at which it first appeared, could reach a peak transmission rate of 150 mbps, immediately leaving PATA eclipsed. The progress of SATA is not only in terms of transmission performance, but also includes scalability, a simpler installation process, and better thermal performance. SATA mainly targets the high-end PC market and the low-end server market.
The main weakness of PATA
Although PATA technology is constantly evolving, it is unavoidably affected by inherent design flaws, making it the primary factor that constrains the speed and data transfer speed of hard disks. The following are the three major weaknesses of PATA:
Cable length. Due to signal attenuation, the PATA cable length was limited to 18 inches (45 cm). This makes connecting two long connection points in a large computer device a problem, resulting in a specific physical drive configuration mode that cannot be performed. Moreover, the wider 40/80-pin ribbon cable used to connect PATA devices is inconvenient and can easily block the air flow inside the computer. In some computers, the temperature in the local area may also be too high. Because these cables are very wide, they are difficult to roll up. In any case, such similar factors make creative wiring methods impossible to achieve.
Power consumption. The PATA device requires a 5 volt signal. The current development direction of chip design is lower voltage and smaller size. The large chippads need to provide a 26×5 volt signal for each ATA channel, which means that the chipboard will determine the size of the chip. The higher voltage also means that the total power consumption of the system will become very high.
Data integrity issues. PATA does provide a cyclic redundancy check to ensure data integrity, but the verification range does not extend to ordinary data. SATA provides end-to-end integrity checking of common data.
The advantages of SATA
Higher data rate. The SATA specification increases the theoretical external transfer rate of the hard disk to 150MB/s, which is 50% higher than the PATA standard ATA/100 and about 13% higher than the ATA/133. With the development of future versions, the SATA interface The rate can also be extended to 2X and 4X (300MB/s and 600MB/s). In the end, we may see nearly 10 times faster transfer rate than today's PATA devices.
Compared to PATA's short, wide and bulky cables, the cables used by SATA technology are almost the same as PATA users dreamed of. Serial cables are small and thin, and can be extended to 1 meter, making it easy to install equipment and cabling on large systems. A smaller number of lines reduces the size of the connector, so you can say goodbye to the 40/80 pin giants. The use of such cables effectively improves the air flow inside the computer.


In terms of voltage, SATA uses two data channels to send and receive data, and 500 millivolts can run SATA. This reduces system power consumption.
The emergence of new SATA standards is a very real reason. On the one hand, the traditional ATA cannot guarantee the reliability of the data transmission speed. The chaos of the cable layout makes it necessary to design the necessary processor cooling air flow. On the other hand, the new 0.13-micron and 90-nanometer technology applications make The original 5V supply voltage became unbearable.
ATA:
1.ATA supports the highest peak rate of 133MB/s.
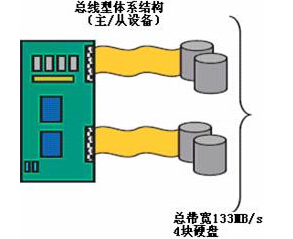
2. Supports up to 2 devices per bus (PC typically provides 2 and sometimes 4 ATA buses).
3. The ATA66/100/133 requires a relatively short cable (18 inches), which prevents IDE devices from being used for PC external connections.
SATA:
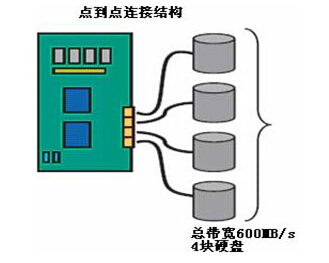
1. SATA is a point-to-point interface technology for connecting storage devices such as hard disk drives, DVDs, and CD-RW drives to motherboards.
2. SATA is a scalable interface technology solution and supports double the transfer rate to support future devices.
3. The device directly connects to the host through a dedicated link and monopolizes the entire transmission bandwidth without the need for contention.
4. Eliminating the master to coordinate the shared bus, compares the access equipment and the overhead <br> <br> with PATA, SATA has five major advantages
Advantage 1: Peer-to-peer transmission mode guarantees 150MB/s channel per hard disk; SATA interface speed reaches 150MB/s, 300MB/s, 300MB/s, which far exceeds the interface speed of parallel ATA hard disk (the speed of SATA interface can also be extended to 2X and 4X (300MB/s and 600MB/s) In the SATA 2.0 expansion specification, 3Gb/s is the highest frequency mentioned, and the SATA3.0 final specification doubles the bandwidth to 6Gb in comparison to the SATA2.0 version. /s).
Advantage 2: Easy connection, simple wiring, less radiation, smooth air circulation, and good heat dissipation.
Advantage three: with hot swap function. Like USB and IEEE1394, it is extremely easy to use.
Advantage four: With CRC error checking function. It can detect the integrity of the data on both ends of the SATA cable.
Advantage 5: More hard disks can be connected, independent of Master/Slave.
SATA hard disk and video surveillance storage
Faced with many demands such as large capacity requirements for video surveillance storage, high performance requirements for storage, long-term continuous data read/write, large data traffic, and long storage period, traditional PATA hard disks cannot meet the growing demand for video surveillance storage. SATA hard drives were born in response to hot-swappable, high-speed transmission and high execution efficiency. With its outstanding and stable performance, it successfully solved the increasingly powerful storage requirements in the field of video surveillance storage.
Bismuth is the impurity which is the most difficult to remove during fire refining of crude lead. lead fire process refined debismuthizing agent is prepared and produced by Luanchuan Hengkai Metallurgical Materials Sales Co., Ltd after research and development for many years. The lead fire smelting novel copper removing agent is prepared and produced by our company. After the copper removing agent produced by our company is used, the copper content in the lead after copper removal is within 0.0002. More importantly, after the copper removing agent produced by our company is used, no pollution is produced (no smoke), the emission of sulfur dioxide is reduced, there is no low-altitude pollution, the operation is simple for workers, the operating environment is improved, and free technical guidance is given for the first-time use.
(In addition, our company is specialized in the production of `Hengkai Metallurgical" Brand - Ferro sulphur series for foundry, copper removal agent series for lead smelting, debismuthizing agent for lead smelting, iron sulphide series for resin grinding wheel abrasive industry, iron sulphide series for brake pad friction industry, iron sulphide series for heavy metal wastewater treatment, iron disulphide series for soil improvement, iron disulphide for lithium battery anode, alloy sand series for wear-resisting flooring industry, ferrous sulphide powder series for ferrous sulphide cored wire, ferrous sulphide for ferrous sulphide cored wire, iron sulphide for resin grinding wheel, ferrous sulphide powder for heavy metal wastewater treatment, ferrous sulphide powder for soil improvement, ferrous sulphide cored wire, pyrite, ferrous sulphide ore, molybdenum oxide, high purity molybdenum trioxide, ammonium molybdate, titanium dioxide, cryolite powder, mullite, etc.)
Debismuthizing agent lead debismuthizing agent debismuthizing agent refined by lead fire lead-refined debismuthizing agent and lead debismuthizing agent for export
LUOYANG PERFECT TRADING CO.LTD, , https://www.pyritefes.com