(2) Method for improving the accuracy of hobbing processing Through the above analysis of the hobbing machining accuracy, we have identified the sources of various errors in the hobbing process. The main factors are the accuracy of the machined parts themselves, machine tool fixtures, tools and Accuracy of the entire process system, adjustment during processing, etc. To improve the accuracy of hobbing, first consider the following measures to find a solution.
1 Improve the processing quality of the tooth blank itself The machining accuracy of the tooth blank itself is an important factor affecting the ring diameter jump and the tooth direction error. Shaft parts generally use two center holes as the positioning reference, so to ensure the manufacturing precision and cone roughness of the two center holes, no bumps are allowed. We use a lathe to machine the center hole, first use a common center drill, the surface roughness value R a = 3.2 μm, and then grind the center hole. The outer circle jump should generally not exceed 0.0 5 mm, and the end face jump should be within 0.03 mm.
In actual production, it is easy to meet the requirements of the cylindrical grinding machine for the top, and the center hole drilling process is prone to problems. The main reason is that the taper, roundness and surface roughness are not up to standard. After the hobbing is completed, the top hole can be found. The contact is abnormal, and the expressions are mainly shown in the three figures.
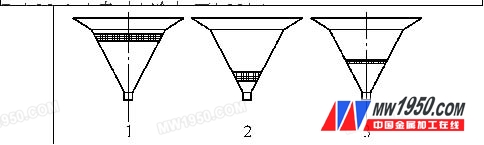
The first type of contact is too close, the second type is too low, and the third type is too narrow in contact with the middle part. If the surface roughness is not satisfactory, the three cases will be strained. Ideally: The contact is in the middle, the contact width is more than 3 mm, and there is no strain on the surface. In actual production, it is found that if the contact between the top and the top hole does not meet the requirements, a single sound will occur every revolution of the shaft gear.
Gears generally control their end jumps to be out of tolerance, that is, the internal bore and the end face perpendicularity should meet the requirements. In production, we found that as long as the tooth mesh line is free and there is periodic noise, it is usually caused by the end jump overshoot.
2 Improve the manufacturing and installation accuracy of the hobbing jig. As can be seen from the previous analysis, the manufacturing and mounting accuracy of the hobbing jig is not high, and the ring gear radial runout and the tooth misalignment may occur. The mounting accuracy of the blank is mainly determined by the manufacturing precision and mounting accuracy of the fixture. For the gear teeth, the hobbing tool is mainly controlled. If the flatness is not enough, the flatness can be trimmed by the scraping method, and the flatness is required to be less than 0.02 mm. For the shaft parts, the structure of the hobbing fixture is generally considered. The method of clamping the outer circle or the end surface by positioning the upper and lower tips and end faces. Therefore, the quality of the top manufacturing has a great influence on the gear ring diameter jump. Practice has proved that the top cone surface roughness value R a ≤ 0.8μm, the radial center jump of the top center line can not be greater than 0.0 08 mm, the cone surface is not allowed to have bumps and excessive wear. The reference plane of the positioning sleeve is required to be parallel to the bottom surface within 0.01 mm. While improving the manufacturing precision of the jig, the manufacturing precision of the hob, the knife pad and the nut should also be ensured. The design of the tool bar diameter must be made in accordance with the 6th grade. The surface roughness value of the mating surface is R a≤0.08μm. The coaxiality of the top hole is required to be within 0.01 mm, the end face is beep within 0.005 mm, and the contact area between the shank taper and the spindle of the machine tool holder is over 70%. After the nut is screwed on the shank, the end is The perpendicularity of the axis of the toolholder is not more than 0.01 mm. When using the face key knife, the parallelism of the end faces of the face key sleeve and the symmetry of the keyway must be strictly required. After the general shank and hob system are installed on the machine tool, the accuracy of the shank and the radial circular runout and axial sway on both ends of the hob are checked with a dial gauge. In addition, when adjusting the mounting accuracy of the fixture, it must be noted that the center of the top end of the tailstock should be consistent with the center of rotation of the table. After the parts are clamped, the diameter jump should not exceed 0.01 mm, or the wear parts of the fixture should be replaced to improve the installation accuracy of the fixture. .
3 Improve the manufacturing and sharpening accuracy of the tool The manufacturing and sharpening accuracy of the tool itself have a great influence on the tooth profile accuracy of the cut tooth. Therefore, in order to ensure the machining accuracy, the tool tolerance level must be correctly selected and the tool can be improved. Sharpening accuracy. The accuracy of the tool is generally selected according to the precision of the gear to be machined. It is uneconomical to machine a general gear with a high-precision hob, and vice versa. Generally, it should be commissioned by a tool manufacturer specializing in the manufacture of hobs to ensure the machining accuracy of the hob. The use of worn hob hobbing reduces gear tooth profile accuracy and deteriorates surface quality, as well as machine tool vibration. If the amount of wear of the hob exceeds 0.8 to 1 mm for rough cutting or 0.2 to 0.5 mm for fine cutting, the rake face needs to be reground. The regrind accuracy of the hob has a great influence on the tooth profile accuracy of the hob and must be taken seriously. In order to improve the sharpening precision of the hob, our company purchased a special tool sharpening machine, equipped with advanced testing equipment to detect the sharpening precision of the hob, and strengthen the grinding frequency of the hob in the process control. Practice has proved that effective implementation of the above methods can achieve good results.
Previous Next
Laboratory Magnets,Lab Magnets,Magnet Laboratory
Jammymag Electronic S&T Co., Ltd. , http://www.xmmagnet.com