In recent years, China's rear axle spiral bevel gears used in mining vehicles (referring to loading 50 ~ 100t) are characterized by large modulus, large diameter and large carrying capacity. Generally speaking, China usually imports from abroad, and its price is more than 3 times of the domestic price. The imported spiral bevel gear processing method uses grinding teeth, while the domestic basically uses grinding teeth to replace the grinding teeth, but after grinding the teeth. The actual use effect is not ideal, and the toothing or tooth surface peeling phenomenon often occurs after 2500 hours of work, which seriously affects the service life of the mining vehicle.
1. Cause analysis
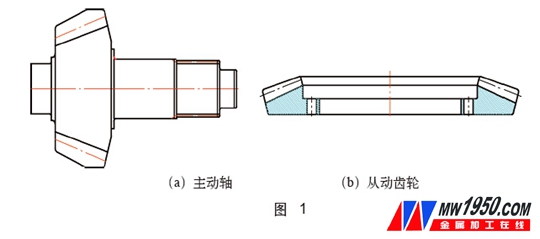
The rear axle spiral bevel gear has a large modulus, usually m=14 or more. The drive shaft (see Fig. 1a) has a small number of teeth of 13 teeth, while the driven gear (see Fig. 1b) has a large number of teeth and a diameter of about 860 mm. The material is 20Cr2Ni4W, heat treatment requires a tooth surface hardness of 62HRC or more, a carburized layer depth of 2.2 to 2.4mm, and heat treatment deformation. In order to grind the entire tooth surface during the grinding process, the hardened layer is ground in a large amount, and the tooth surface hardness of the individual teeth is only about 52HRC, which occurs when the toothing or tooth surface peeling occurs after a period of use.
In response to the above problems, our company has improved the grinding process and heat treatment method of the rear axle spiral bevel gear through repeated tests.
2. Improved method
Since the number of active shaft teeth is small, the method of grinding before hot can be adopted, that is, the tooth surface grinding processing is performed first → the pairing check with the driven gear is performed → the heat treatment is performed, the carburizing layer is removed → the knurling layer is removed → the knurling key → the quenching → Grinding bearing gear → threading → secondary pairing check. As long as the correct mounting method is used during the heat treatment, the parts are less deformed after carburizing and quenching, and the pairing inspection is performed after the heat treatment to ensure the contact area and the back gap of the parts.
The driven gear is processed by the following methods: blank normalizing → roughing → secondary normalizing → finishing car → milling tooth → carburizing → decarburizing layer → quenching → grinding inner hole end face → grinding tooth → pairing check. When the tooth is ground, the unidirectional retention is 0.2mm, and the position of the contact zone can be ground out. The grinding teeth are used to correct the deformation amount of each tooth, and the position of the contact area is stabilized. When the pairing is performed, the contact area is ensured as shown in FIG. 2, and the variation amount and the backlash are guaranteed to be 0.07 to 0.012 mm.

The driven gear has a diameter of 600mm, a weight of 150kg, and a carburized layer depth of 2.2 to 2.4mm. It is mounted by special tooling during heat treatment to control the deformation of the part. As shown in Fig. 3, the two-point support method is used to control the elliptical deformation within 0.3mm, so that the carburized layer will not be ground a lot due to the deformation of the modified part, and the thickness of the hardened layer is ensured. .
After the parts are paired, the flank of the tooth surface is enhanced, and the tooth surface strength can be increased by 20% after treatment.

3. Conclusion
It has been proved by experiments that the rear axle spiral bevel gear of the mining vehicle processed by this method has a tooth surface hardness of more than 62HRC, which ensures the use strength; the driven gear controls the heat treatment deformation, the grinding amount is small, and the tooth surface The hardness can basically be controlled above 60HRC, the service life is greatly improved, and the service life requirement of 7500h can be basically satisfied. It has been in the mass production stage.
About the author: Wang Aijun, Qinghai Huading Gearbox Co., Ltd., Technical Department.
R600A is refrigerant grade Isobutane, a natural, or "not in kind", refrigerant suitable for use in a range of refrigeration applications. The use of R600a is increasing due to its low environmental impact and excellent thermodynamic performance and it is now the refrigerant gas of choice in domestic and small commercial refrigerators. It is non-toxic with zero ODP (Ozone Depletion Potential) and very low GWP (Global Warming Potential).
R600A Refrigerant Gas,R600A Refrigerant Pice,R600A Refrigerant Replacement,Flammable Refrigerants R290 R600A
ZHEJIANG ZHONGLAN REFRIGERATION TECHNOLOGY CO.,LTD , https://www.uiszl.com